Ремонт тяговых электродвигателей тепловозов
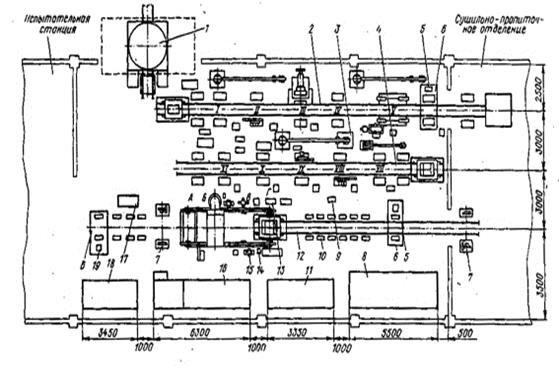
Проектно-конструкторским бюро ЦТ МПС разработан проект (А973. 00. 00) поточной линии ремонта тепловозных тяговых электродвигателей ЭДТ-200Б, ЭД-107, ЭД-107А и ЭД-118 (рис. 96). Производительность поточной линии яри двухсменной работе электромашинного цеха и круглосуточной работе печей сушильно-пропиточного отделения 8 тяговых электродвигателей. В процессе ремонта единовременно находится 40 электродвигателей. Разборку и сборку тяговых электродвигателей выполняют на соответствующих поточных линиях горизонтальным способом, который является наиболее прогрессивным. Поэтому технологическое оборудование, примененное на позициях, такое же, как и на поточных линиях ремонта тяговых электродвигателей электропоездов, описанных в п. 32.
После разборки колесно-моторного блока, съема шестерни, и наружной обмывки в моечной машине тяговый электродвигатель мостовым краном устанавливают на подставку I позиции поточной линии, если она свободна, или на резервную подставку, расположенную перед позицией. Дальнейшее перемещение тягового электродвигателя или остова по пяти позициям поточной линии разборки и далее в сушильно-пропиточное отделение осуществляется подъемно-транспортной установкой Челябинского электровозоремонтного завода с шириной колеи 600 мм.
На I позиции снимают крышки люков, замеряют электрические параметры тягового электродвигателя и осевой разбег якоря, испытывают тяговый электродвигатель на холостом ходу с целью проверки работы подшипников и величины вибрации, снимают крышки подшипниковых щитов, упорные и стопорные кольца подшипников, замеряют радиальные зазоры подшипников.
На II позиции выпрессовывают подшипниковый щит со стороны, противоположной коллектору, вынимают якорь и транспортируют его на линию ремонта якорей, выпрессовывают подшипниковый щит со стороны коллектора, снимают кронштейны щеткодержателей.
На III позиции продувают внутреннюю поверхность остова, удаляют заливку компаундной массы с полюсных болтов.
IV позиция служит для ремонта механической части остова. Здесь проверяют резьбовые отверстия, заваривают трещины, проверяют износ моторно-осевой горловины и плотность посадки букс моторно-осевых подшипников, восстанавливают резьбовые соединения и выполняют другие ремонтные работы при необходимости. На остов прикрепляют технологические фланцы для установки его на кантователь.
На V позиции ремонтируют электрическую часть остова. Проверяют межкатушечные соединения, плотность посадки катушек на сердечниках главных и добавочных полюсов, затяжку полюсных болтов, а также выполняют другие ремонтные работы. Для удобства работ остов кантуют на специальном кантователе.
Отремонтированный остов далее перемещают в сушильно-пропиточное отделение. После пропитки и сушки остов транспортируют на VI позицию (на рисунке не показана), где проверяют электрическую прочность изоляции относительно корпуса.
Далее остов поступает на поточную линию сборки тяговых электродвигателей непосредственно на VII позицию или, если она занята, на резервную подставку, расположенную перед позицией. Перемещение остова и тягового электродвигателя с резервной подставки и по пяти позициям поточной линии сборки осуществляется подъемно-транспортной установкой.
VII позиция служит для подготовки остова к сборке. На ней устанавливают кронштейны щеткодержателей.
На VIII позиции нагревают горловину остова со стороны коллектора и монтируют подшипниковый щит.
На IX позиции опускают в остов якорь с подшипниковым щитом, для чего предварительно нагревают горловину остова со стороны, противоположной коллектору, и устанавливают щетки.
На X и XI позициях замеряют радиальный зазор в подшипниках и осевой разбег якоря, проверяют торцовое биение наружных колец подшипников и биение коллектора, притирают щетки, продувают воздухом, устанавливают крышки и испытывают тяговый электродвигатель на холостом ходу.
Поточная линия ремонта якорей до пропитки имеет четыре позиции, из которых позиции А и Г являются подготовительными, а позиции Б и В — рабочими. С поточной линии разборки тяговых электродвигателей якорь устанавливают на подготовительную позицию А. Затем при помощи цепного конвейера якорь перемещают на ремонтную позицию Б, где его продувают.
После продувки якорь подают на ремонтную позицию В, на которой протирают его обмотку и концы вала, снимают внутренние кольца роликоподшипников, проверяют дефектоскопом шейки вала и обмотки на межвитковое замыкание и выполняют другие ремонтные работы.
С ремонтной позиции В якорь перемещают на позицию Г, а оттуда при помощи подъемно-транспортной установки транспортируют на стойки с роликами, где выполняют различные ремонтные работы. Стойки с роликами одновременно служат накопителем перед отправкой якорей в сушильно-пропиточное отделение.
После пропитки и сушки якорь поступает на линию ремонта якорей после пропитки, состоящую из отдельных ремонтных позиций и комплекса технологического оборудования. Ремонтные позицяи оборудованы стойками с роликами, которые одновременно выполняют роль и накопителей якорей перед сборкой тяговых электродвигателей.