Технические условия на контроль сортировку деталей
Таблица 2
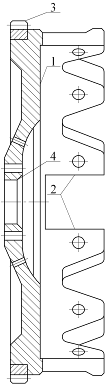
Карта технических условий на дефектацию детали
|
Эскиз детали |
Деталь |
Маховик КамАЗ 740 | |||
|
|
№ детали |
740.1005115 | |||
|
Материал |
маховика — чугун серый СЧ 20; обода зубчатого — сталь 35 | ||||
|
Твердость |
маховика — НВ 200 — 241; обода зубчатого — НВ 167—212 | ||||
|
№ дефекта по эскизу |
Возможные дефекты |
Способ установления дефекта и контрольный инструмент |
Размер, мм |
Заключение | |
|
По рабочему чертежу |
Допустимый без ремонта | ||||
|
1 |
Обломы или трещины на маховике более 2 мм длинной |
Магнитный дефектоскоп |
— |
— |
Браковать |
|
Трещины глубиной до 2 мм, износ, риски, задиры на рабочей поверхности |
Осмотр визуальный |
Др = 76±0,1 |
Др = 7 6,1 |
Шлифовать до устранения дефект | |
|
2 |
Износ пазов в шипах |
Калибр 60,15 |
60+0,06 |
60,15 |
Наплавить и прошлифовать |
|
3 |
Обломы, трещины на зубчатом ободе |
Осмотр визуальный |
— |
— |
Заменить зубчатый обод |
|
Износ зубьев по длине l3 зубчатого обода |
Эталон замера длины зуба |
20-0,26 |
— |
Заменить обод при длине зуба меньше эталона | |
|
5 |
Износ отверстия под установочную втулку |
Пробка 51,97 |
52 |
51,97 |
Восстановить осталиванием |
Дефектация, восстановление и сортировка маховиков производятся в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление маховика представлены в табл. 2
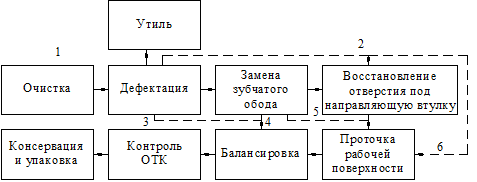
Дефекты маховиков устраняются следующим образом. Износ, риски, задиры, трещины глубиной до 2 мм на рабочей поверхности устраняются шлифованием на плоскошлифовальном станке. Изношенные пазы наплавляются, после чего шипы шлифуются. Зубчатый обод, имеющий обломы, трещины и износ зубьев, с маховика спрессовывается и вместо него напрессовывается новый. При обломах, трещинах маховики выбраковываются.
Маршруты восстановления маховика
Очистка.
Загрязнения поверхностей удаляют с помощью водных растворов технических моющих средств (ТСМ). ТСМ представляют собой многокомпонентные композиции включающие в свой состав поверхностно - активные вещества (ПАВ) и активные солевые добавки (карбонаты, силикаты, фосфаты). Наиболее эффективная очистка производится раствором каустической соды. Продолжительность мойки чугунных деталей в 3—3,5%-ном растворе каустической соды, нагретом до 75—80° С, составляет 10—12 мин.