Основные неисправности и техническое обслуживание аккумуляторных батарей
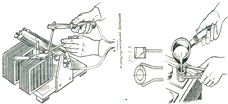
Рис. 10. Приспособление для сборки полублока Рис. 11. Наплавка выводных клемм пластин аккумулятора при помощи формы
При установке полублоков следует проследить, чтобы каждая положительная пластина была расположена между двумя отрицательными, а при установке сепараторов – ребристая сторона их была бы обращена к положительной пластине. У комбинированных сепараторов стекловойлок или хлорвинил должны находиться между положительной стороной и ребристой поверхностью сепаратора.
Собранные блоки устанавливают в отделения бака АКБ. Пластины должны входить в отделение бака с некоторым усилием. Если они не входят, то их обжимают под прессом или в тисках. Если пластины входят слишком свободно, то устанавливают для уплотнения дополнительные сепараторы.
При установке крышек зазоры должны быть уплотнены асбестовым шнуром. Вольтметром проверяют, нет ли коротких замыканий. Отдельные аккумуляторы соединяют в батарею. На выводные клеммы блоков пластин надевают и приваривают межэлементные соединения. Наплавку выводных клемм свинцом осуществляют при помощи специальных форм (рис. 11), имеющих определённый размер для положительных и отрицательных штырей.
Собранные батареи заливают мастикой с температурой 175–1800С. Состав мастики: битум нефтяной №5–70%, авиационное масло марки МК – 22 – 20% и сажа – 10%.
После сборки АКБ заливают электролитом. Плотность электролита при разряженной батарее 1,125 г./см3, при заряженной батарее – 1,32 г./см3. Уровень электролита должен быть выше пластин на 10–15 мм. Затем батарея должна постоять 4–6 ч для того чтобы пластины хорошо пропитались электролитом. Затем осуществляют проверку уровня электролита и при необходимости доливают его. Батарея должна быть полностью заряжена током (величина тока устанавливается техническими условиями) до обильного выделения газов и постоянства напряжения в течение 2 ч.
Температура электролита при заряде не должна превышать 450С. Для охлаждения электролита заряд прерывают. В конце заряда плотность электролита доводят до 1,280 -1,285 г./см3 при температуре 250С. Для этого резиновой грушей удаляют часть электролита и вновь доливают дистиллированную воду или электролит, добиваясь нужной плотности электролита в каждом аккумуляторе.
Все отремонтированные АКБ испытывают на герметичность и на величину напряжения под нагрузкой. Выборочно проверяют величину электрической ёмкости батарей. Испытания осуществляют в соответствии с разработанными техническими условиями. Проверку АКБ под нагрузкой удобно проводить прибором НИИАТ модели ЛЭ-3 (рис. 12).

Рис. 12. Прибор НИИАТ ЛЭ-3 для проверки АКБ.