Методы и технология ремонта коленчатых валов и их подшипников дизеля
При помощи щупа и эталона контролируют овальность и конусность крышки, которые должны быть не более 0,05 мм. Если овальность и конусность более 0,05 мм, но не более 0,10 мм, постель крышки подшабривают. Если же они превышают 0,10 мм, то разрешается крышку сторцевать в плоскости разъема на необходимую величину, а постель крышки подшабрить так, чтобы при проверке по краске площадь прилегания была не менее 75% поверхности постели.
Плотность посадки крышки в блоке цилиндров при разборке определяют путем обмера. Крышка подшипника должна сидеть на каблучках блока цилиндров по наружному размеру 382 мм (размер «382») с натягом 0,03–0,10 мм, а по внутреннему размеру 62 мм (размер «62») – с натягом 0,01–0,04 мм. При необходимости плотность посадки крышки восстанавливают электродуговой наплавкой (с соблюдением условий, предотвращающих коробление крышки) с последующей обработкой и подгонкой по каблучкам блока цилиндров.
При замене крышек их подгоняют по блоку индивидуально, а гнезда подшипников растачивают с одной установки. При подгонке, являющейся ответственной и трудоемкой операцией, демонтируют коленчатый вал и все вкладыши коренных подшипников, а в гнезда подшипников укладывают фальшвал длиной на три опоры, диаметром 242_о, озмм. Первоначально проверяют места соединения блока с крышкой при помощи приспособления (рис. 2).
Рис. 2. Приспособление для проверки места соединения блока с крышкой:
1 – приспособление для измерения фактического размера «382»; 2 – контрольный калибр на размер 382 мм; 3 – приспособление для измерения фактического размера «62»; 4 – калибр на размер 62 мм; 5 – угольник; 6 – индикатор.
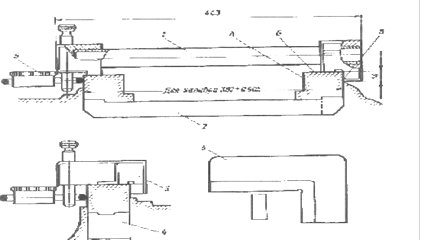
Для калибра 62 ±0,005
За исходную принимают поверхность Б обоих замков постели. Прилегание к ней проверяют по краске, оно должно быть равномерным и занимать не менее 80% площади. При необходимости производят шабровку поверхности Б. Непараллельность поверхностей А и В определяют измерением микрометром каждого замка блока по размеру «62» со стороны заднего торца и со стороны переднего торца двигателя. Разность двух замеров не должна превышать 0,01 мм. Для проверки неперпендикулярности поверхности В к поверхности Б вплотную к ней на блок устанавливают угольник 5 и щупом измеряют зазор между поверхностью Б и угольником. Так же проверяют неперпендикулярность поверхности А. Измеренный щупом зазор, показывающий неперпендикулярность, должен быть не более 0,03 мм на длине 60 мм.
Выявленные при проверке отклонения от указанных допусков непараллельности и неперпендикулярности устраняют шабровкой только поверхностей А и В, не нарушая поверхности Б.
С помощью приспособлений 1 и 3 измеряют фактические размеры «382» и «62» блока. Перед измерением стрелку индикатора 6» устанавливают с натягом на «О» соответственно по калибрам 2 и 4. Подгонку крышки по замкам начинают с поверхности В для обеспечения требуемого натяга 0,03–0,10 мм по фактическому размеру «382» блока. После этого обрабатывают поверхность А так, чтобы по размеру «62» каждого замка был обеспечен натяг 0,01–0,04 мм. После подгонки крышки по замкам ее закрепляют и проверяют свободность вращения технологического вала (фальшвала) в гнездах подшипников. Зазор между крышкой и технологическим валом не должен превышать 0,03 мм на дуге 90°. При большем зазоре производят торцовку крышки в плоскости разъема.
На вновь устанавливаемую крышку переносят клейма и метки, которые имелись на замененной крышке, которое должно быть не менее 75%. Затем производят затяжку гаек в определенной последовательности.